Üldsisukorda
tagasi...
Üldsisukorda
tagasi...
VÄRVILISED METALLID on kõik mtte-raudmetallid
(ingl. non-ferrous metals). Vask ja kuld on ainsad
värvilised metallid, ülejäänud on erinevat varjundiytega
valged-hallid. Nimetus "värvilised metallid" ei ole siiski
sellega seotud - värvilised metallid on kõik
mitte-raudmetallid.
Raudmetallid - ingl. ferrous metals on teras,
malm jt sulamid, mis sisaldavad rauda üle 50%. Sinna gruppi
loetakse sageli ka kroomi, niklit ja mangaani.
Värvilised metallid võib jagada omakorda raskemetallideks,
kergmetallideks, väärismetallideks, haruldasteks metallideks jne.
Vaske loetakse raskemetalliks.
|
Vt. TTÜ õpik MATERJALITEHNIKA
I - 5.2.2. Vask ja vase sulamid.
URL= https://digikogu.taltech.ee/en/Download/90459b4f-868e-4329-90a2-2b040ea6faec
Saksa Vaseinstituudi veebileht - URL=https://kupfer.de/kupferwerkstoffe/kupfer-legierungen/
|
VASK
JA VASE SULAMID.
LÜHIAJALUGU.
Taotud vaskesemeid on leitud juba Lähis-Ida
keraamikaeelsest kiviajast (8. aastatuhat e.m.a.),
5.-6. aastatuhanel e.m.a. tekkis Balkanil (Serbias, Bulgaarias) juba
täpsemalt eristatav vase-kiviaeg.
VASE-KIVIAJAL hakati vaske välja sulatama ja taandama aluselistest karbonaatidest, (mineraalid
malahiit, asuriit):
vask sulatati ja taandati välja ühe operatsioonina.
Sulfiidsetest maakidest
sulatamine levis hiljem - see toimus kahes järgus: alul
röstiti õhu juurdepääsuga, et põletada välja väävel, seejärel
taandati oksiidiks muutunud vask puusöe abil metalseks vaseks.
Huvi metalse välimusega
sulfiidsete maakide (vaseläik, pliiläik, püriit) sulatamise järele on olnud sedavõrd
levinud, et antiikajast pärinevad isegi antimonist (!) lauanõud (tänapäeva inimesele
täiesti tundmatu metall...).
Pronksiajal (vt.
ajalooline tinapronks) hakati vaske
teadlikult legeerima tinaga (10%), mis pärines täiesti erinevast maagist
ja tuli hankida mujalt piirkondadest (Saksimaa, Cornwall).
Tinamaagiks oli tina(IV)oksiid (kassiteriit),
mille maagist sulatamise algust seotaksegi esimeste pronksist esemete
valmistamisega u. 3000 a. e.m.a.
MÄRKUS: Pronksiaja
kõige vanemad pronksesemed on legeeritud mitte tinaga, vaid
plii, antimoni ja arseeniga.
Umbes 1800
eKr. on pronksiaeg jõudnud Põhja-Euroopasse (Eesti pronksiaeg on
1800-500
eKr.).
Ajalooline messing on vase
sulam tsingiga. Nimetus pärineb Antiik-Kreekast, etümoloogia
pole selge.
Tsingi
maagiks oli Zn-karbonaat e. tsinkpagu (mineraal smitsoniit).
Esimese aastatuhande
alguses on Plinius Vanem kirjeldanud messingi saamist, mis
pärines juba Antiik-Kreekast: tiiglisse segati vaske,
puusütt ja tsinkpagu, selle temperatuur tõsteti ahjus u. 900
kraadini ning hoiti sellel temperatuuril 12 tundi - nii saadi
"toormessing". Kui seda protseduuri korrati, oli tulemuseks aurichalcum e. "kuldvask". 4.
sajandil
pKr. on messing moodustanud Rooma riigis vase sulamitest 40%,
tsingisisaldus on olnud 20-28%.
Peale Lääne-Rooma riigi hävimist
lakkas sadadeks aastateks tinakaubandus, seetõttu on näiteks
Egiptuses 7.-8. sajandil vasesulamitest 90%
kasutuses olnud messing.
Plinius Vanema kirjeldatud meetodit nimetatakse
tänapäeval tsementiitimiseks
(vingugaasiga taandamine), viiteid sellele kohtab läbi Euroopa
keskaja (messingi tootmistehnoloogiana on seda
kasutatud kuni 19.sajandi keskpaigani). On säilinud nii
messingesemeid kui ka tsementiitimistiigleid, sulatamisprotsess on
Euroopa kirjalikes allikates hästi jälgitav seoses Belgias
leidunud tsingimaagiga, mille nimeks oli calamine.
Põhja-Euroopas on messingit teadlikult sulamina
valmistatud 1550.a m.a.j. - sulatatud vasele lisati Belgias
leiduvat tsingimaaki nimetusega calamine
(Saksam., Rammelsberg). Juba 1557.a. on ainuüksi
Aachenis toodetud kalamiin-messingit 15 tonni. Pronksi sulatamise
mahud olid kindlasti palju suuremad, aga arvestades sellega, et valdav
osa pronksist valati korduvalt ümber suurtükkideks, võis messingi
osakaal ülejäänud toodete osas olla vägagi suur (lühtrid,
kirikuriistad, anumad jms.).
Kui 1738.a. patenteeriti Inglismaal esimene tööstuslik metalse
tsingi "destilleerimise" tehnoloogia, hakkas levima vase
legeerimine metalse tsingiga - nn legeer-messing - mis
tõrjus 19. sajandi keskpaigaks kalamiin-messingi lõplikult välja. (Protsessi
saab jälgida ka messingi tsingisisalduse suurenemise järgi, sest
kalamiin-messing sisaldas tsinki maksimaalselt 28-30%.)
Legeer-messingist kujunes sobiv materjal "kodanlike
iluasjade" suurtootmiseks.
Messingid
tänapäeval (ingl. brasses)
Tuntumaid
messingi sorte TTÜ õpiku ja Saksa Vaseinstituudi infobroüüri
järgi.
TTÜ
õpik - MATERJALITEHNIKA
I -
5.2.2. Vask ja vase sulamid.
Saksa
Vaseinstituudi veebileht - URL=https://kupfer.de/kupferwerkstoffe/kupfer-legierungen/kupfer-zink-legierungen-messing/
|
Tombakud (gliding
metals):
- tombak -
tsinki 10% (nn "punasest vasest" samovarid)
- pooltombak
- tsinki 20% (kõige kuldsem messing)
hülsimessing
(catridge brass)
- tsinki 30% (kasutatakse padruni- ja mürsukestade
valmistamiseks)
muntsmetall
(Muntz metal) sisaldab tsinki/vaske vahekorras 40/60,
on tootmises erinevate väikelisanditega.
hea
lõiketöödeldavusega messing (free cutting brass) on
plii-messing, mis sisaldab tsinki 40% + 1...2%Pb
laevamessing
(naval brass) sisaldab peale 40% tsingi veel 1% tina,
mis tõstab korrosioonikindlust
Kuna tsingi
lahustuvuspiir vases on 39%, siis üle selle tekivad tahkumisel
mitmefaasilised tahked lahused, mis on kõvemad ja hapramad. Sulameid
Zn sisaldusega kuni 50% kasutatakse kuumsurvetootmiseks ja
valamiseks.
MÄRKUSI(JM):
- tombak kui eriti
kuldse messingi nimetus (tsinki 10-20%) on Briti
koloniaal-päritoluga sõna (tuleneb malaikeelsest sõnast tambaga).
- Valamiseelsel temperatuuril (+900ºC) algab tsingi
väljapõlemine, nn. "tsingisuits", mis koosneb tsinkoksüüdi aurust
õhus. Põhjustab kõrgetemperatuurilist nn. metallipalavikku (tõve
kirjeldus esineb juba vanades ürikutes).
Messingi tahke
lahuse olekudiagrammil on näha ümberkristalliseerumine tahkes
metallis
 |
- Kuni tsingisisalduseni 35%
on sulamid ühtlase sutruktuuriga, on hästi
vormitavad, treimisel annavad pika
laastu).
- Maksimaalne konstruktsiooniline
tugevus on messingil tsingisisaldusega 45%
(tahkub kahefaasilise sulamina α+
β), on hästi valatav, kuid halvasti vormitav,
treimisel annab murtud laastu.
- 45% suurema tsingisisalduse
juures langeb konstruktsiooniline tugevus järsult.
|
Ajalooline "pronks",
mille järgi on nime saanud pronksiaeg, on tina ja vase
teadliku kokkusulatamise tulemus (maakides neid metalle koos ei
esine). Esimene valand pärineb ajast u 2500
eKr. Esimene valatud kujutis (printsi pea) on valatud
Väike-Aasias u 2000
eKr. Pronks, mille tina sisaldus on kuni 8,5%, on survetöödeldav (sepistatav,
valtsitav, pressitav, venitatav), seetõttu on pronksi on
eelistatud ka pehmele rauale. Valamiseks on kasutatakse pronksi tina
sisaldusega 9-13%. Lisaks on tinapronksi tina sisaldusega kuni 20 -
50 on kasutatud ajaloos peeglipronksina. Peale 500
eKr. saavutas Kreekas õitsengu varasem skulptuurivalu. 300 eKr.
monteeriti pronksdetailidest 30 m kõrgune Rhodose Koloss
(Päikesejumala figuur, mis hävis maavärinas). Esimesed
tinapronksist kellad valati u. 600.a., esimesed pronksist suurtükid
ajavahemikus 1345-1370. Renessansiajal tegi pronksivalu läbi uue
õitsengu.
MÄRKUS (JM) - reaalne suurtükipronks on sisaldanud lisanditena
veel ka tsinki ja pliid, mille otstarve/päritolu pole alati teada.
Tänapäevane
pronks. Vask lahustab max 15,2% tina - ja seda 520 kraadi C
juures. Tahke lahuse jahtumisel väljub tina segakristallidest,
moodustades vase-tina keemilisi ühendeid (metalliide), mis on
äärmiselt kõvad. Kokillvalu kiire jahtumise korral jääb
segakristallidesse vaid 5% tina, ülejäänu väljub, moodustades
eutektoide. Muldvalu aeglase jahtumis korral jääb segakristallidesse
veel 7% tina, eutektoide on vähem ning sulam pole nii kõva.
Pikema hõõgutamise korral võib tina levida tagasi, muutes valandid
pehmemaks ja lehtmaterjali survetöödeldavaks.
Tinast mitu korda suuremas koguses (26%) pliid sisaldavat
pliipronksi kasutatakse laagrimaterjalina. Kuna plii ei lahustu
tahkes olekus vases, sisaldub plii sulamis väikeste osakestena.
Vase-tina segakristallid moodustavad sulamis maatriksi, mille sees
kannavad metalliidid koormust.
Tinapronksi tahke
lahuse olekudiagrammil on näha metalliidsed muutused tahkes
metallis
 |
-
pronksid, mis sisaldavad 4-5% tina, on tahked lahused ning
koosnevad vase-tina segakristallidest;
- suurema tinasisalduse korral
väljub segakristallidest eutektoid - esineb maha
jahtudes keemilise ühendina Cu3Sn , mis tekitab pronksis pinget;
- kellapronks sisaldab tina 20% -
heliseb tänu pingele, kuid on juba väga
rabe (kellad
purunevad löömisel, eriti talvisel ajal)
- konstruktsioonimaterjalina
kasutatakse ainult pronksi, mis sisaldab tina 10-12%
|
Vaseniklisulamid
- ingl. cupronickels, sks. kupfer-nickel-
legierungen. Meil levinud ajalooline nimetus
"melhior" esineb veel vaid nimetuses "mündimelhior" (ingl. coin
cupronickel)
[1] TTÜ õpik MATERJALITEHNIKA
I - 5.2.2. Vask ja vase sulamid.
[2] Saksa Vaseinstituudi
veebileht - URL=https://kupfer.de/kupferwerkstoffe/kupfer-legierungen/kupfer-nickel-legierungen/
Vt. ka: sulamid (JM) |
Metalset niklit eraldas esmakordselt A.F. Cronstedt 1751. Ometi
olid vasenikli sulamitest mündid tuntud juba mitu tuhat aastat tagasi.
Saadi need mündid ilmselt maakide töötlemisel, teadmata nende koostist.
Vanim selline münt pärineb aastast 235 eKr.. Münt sisaldab niklit u. sama
palju kui tänapäevase 2 EUR mündi välisrõngas (u. 25%).
Valge metallina toonib nikkel vaske tunduvalt rohkem kui tsink või tina.
Alates 15% Ni-sisaldusest on sulam täiesti valge, 40% puhul pole
poleeritud pind enam hõbedast eristatav. 25% mündimelhior püsib kogu
kasutusaja vältel hele.
Inglismaal 20. saj. algul kasutusele võetud mündisulam cupronickel
sisaldas niklit 20%.
Samuti nagu
nikkel, on ka 25% mündimelhior tugevalt ferromagneetiline. Magneetilisus
suureneb Ni-sisalduse suurenedes. Mündi osade erineval magneetilisusel
põhineb nende eristamine mündiautomaatides. [2]
 |
Nikkel
on piiramatult lahustuv vases, moodustades tahkeid lahuseid.
Seetõttu on
nikkelpronksi
olekudiagrammid peaaegu lineaarsed. Sulamid on tugevad ja
plastsed.
|
| Alpaka e. uushõbe
- sks neusilber, nõuk. нейзильбер, НМЦ, ingl.
german silver, nickelsilver, Rootsis on kasutusel
nimetued nysilver ja kopparmässing. Alpacca
pärineb tootemärgina Austriast (Berndorfer Metallwarenfabrik)
|
"Uushõbe" on rahvusvaheliselt standardiseerimata hõbevalge isulam, mis
võis koosneda ka ainult vasest ja niklist (nt. Rootsis -veel 20. saj.
keskel). Saksa kultuuriruumis, kust uushõbe pärineb, mõistetakse
selle all vaid kolmest komponendist koosnevat sulamit Cu-Ni-Zn.


|
- kitsamas mõttes mõistetakse alpaka e. uushõbeda all vase
sulamit, mis sisaldab 18% Ni ja 20% Zn.
- esemed on ette nähtud üle hõbetada. Uushõbeda eelistamise
messingile oli suuresti tingitud sellest, et läbikulunud
hõbedaga kohad ei hakanud silma
- alpacca on kaubamärgina kirjutatud -cc- , samas
kui sulami nimetusena on seda mugandatud rahvuskeeltele
|
MÄRKUS:
Peale Ilmasõda tõrjusid nikliga sulamid (uushõbe, alpaka) messingi
lauanõude ja muu inventari materjalina välja. Uushõbe ei ole
Zn-sisalduse tõttu (ferro)magneetiline, kuid püsimagnetiga proovides
võib leida detailide hulgast ka magneetilisi. Kui tegemist on
massiivsemate valatud detailidega, siis võib olla tegemist
binaarse sulamiga, kus kallis Ni on asendatud odavama rauaga. (JM)
Valatud
uushõbedal (küünlajalad, kirjutuslaua garnituurid) võib olla tsink (20%)
asendatud tinaga, mis alandab sulamistemperatuuri ja muudab sulami
vedelamaks.[2]
| Alumiiniumpronks (aluminium
bronzes ). Nordic gold. |
Sulamid
sarnanevad tinapronksile: 565 kraadi juures on maksimaalne lahustuvus
(9,4 % Al). Jahtumisel eralduvad segakristallidest eutektoidid siiski
aeglasemalt kui pronksi puhul. Valandites on Al-sisaldus
segakristallides, sõltuvalt jahtumise kiirusest, veel 8-9,4%.
Maksimaalse Al-sisaldusena leiab kasutust 14%.
4-9%
- survetöödeldavad sulamid
8-14% -
lõiketöödeldavad sulamid
- Kõige
sagedamini puutume igapäevaelus kokku kollase mündisulamiga Nordic
Gold (rootsi nordiskt guld), millest on valmistatud kollased
euromündid (10, 20, 50). Selle koostises on peale vase Al (5%), Zn
(5%), Sn (1%). Sulam pole magneetiline, ei põhjusta kontaktallergiat,
on kergelt bakteritsiidne. Sulami oli välja töötatud Rootsi
10-kroonise mündi jaoks, leiutajaks oli Mariann Sundberg Soome
Outokumpu kontsernist.
- Laevavindid
valatakse eranditult alumiiniumpronksist (nii labad kui ka propelleri
naba) [2]
ESEMETE
VALMISTAMISE tehnika - sõnavara
ja lühiselgitused.
| Tegevuse nimetus |
Tulemuse nimetus |
Tööriista nimetus |
| graveerimine |
graveering |
käsitihhel |
| tsiseleerimine |
tsiseleering |
tihhel |
| raiumine |
meisliga
raiutud |
meisel |
| viilimine |
viilitud |
viil |
| saaberdamine |
saaberdus |
saaber
(kolmekandiline lõikeriist) |
| saagimine |
saetud |
saag |
| puurimine |
perforatsioon |
puur |
| keermetamine |
keere,
keermesliide |
keermepuur
ja -lõikur |
- - - - - - - - - - -
|
Inkrustatsioon
|
Inkrustatsioon
pole valmistamistehnika, vaid lõpptulemust kirjeldav nimetus
esemete kohta, mis on kaetud teisest metallist katete või
süvistatud panustega (kuldamine, hõbetamine, plakeerimine,
taueering). |
| Tegevuse nimetus |
Tegevuse tulemus |
Tööriista nimetus |
| kohrutamine
(kummimine, tembeldamine) |
kohrutus |
punsel,
kujupunsel, tempel |
| taondamine |
taondus |
vasar,
pakk, alasi, põleti |
| pinnimine |
venitus |
vasar,
pinn, punsel |
| trugimine |
trugimistehnika |
trugimispink,
-vorm, -heebel |
| tordeerimine
e. väänamine |
tordeering
e.
väänamistehnikas töö |
käsipöör,
treipink |
| valtsimine |
valts |
valtspink,
lamevaltsid, profiilvaltsid, mustervaltsid |
| painutamine
(lehtmaterjal, varbmaterjal) |
painutustehnika |
tangid,
rakised, pressid |
| Tegevuse nimetus |
Tegevuse tulemus |
Tööriista nimetus |
viilimine
|
viilimistehnikas
viimistlus
|
viil
|
| saaberdamine |
saaberdus |
saaber
(3-kandiline lõikeriist) |
| lihvimine |
lihv |
lihvpaber |
| poleerimine |
poleer, |
poleerketas,
-vilt, -pasta |
| Tegevuse nimetus - tulemus |
Töövahendid
|
Selgitus |
valamine
- valand
|
tootemudel,
valumudel, valuvorm;
vormimaterjalid ja vormikastid, metallisulatus- ja valamisvahendid
|
Tootemudeli
järgi valmistatakse valumudel, valumudeli järgi valmistatakse
valuvorm, lisaks vormitakse valukanalid, mille kaudu
täidetakse vorm sulametalliga.
|
jootmine
- jooteõmblus
|
põleti,
joodis, räbusti (flüüs):
pehmejoodised (Sn ja Pb baasil)
kõvajoodised (Cu, Zn, Ag baasil ) |
Jootmisel
sulab ainult madalama sulamistemperatuuriga joodis, mis tahkumisel
ühendab joodetavad metallid.
|
karastamine
- karastus
|
põleti,
vesi
|
Metalli
kuumutamine
ja järgnev kiire jahutamine, mille tulemusel paranevad
materjali omadused (struktuuri ühtlustamine, mis lisab
sitkust) |
hõõgutamine,
klüümine (värviline metall)
|
põleti
|
Metall
kuumutatakse peaaegu sulamiseni ja seejärel jahutatakse aeglaselt
- materjal muutub pehmeks, suureneb plastsus ning kaovad
sisepinged. |
sulami
"vanandamine"
|
põleti
või ahi
|
Karastatud
sulami mõõdukas rekristalliseerimine
|
| Ühenduse nimetus |
Liite
põhimõte
|
| jooteliide |
kahe
detaili ühendamine sulasse olekusse viidud joodise abil,
mis tardub jootepilus |
| joodetud
valtsliide |
kahe
detaili ühendamine trugitud või
valtsitud ääriku abil: äärikdetaili sisse käib
sisedetail, liitepind joodetakse pehme joodisega |
| kuiv
valtsliide |
kahe
detaili ühendamine trugitud või
treitud ääriku abil - äärikdetaili sisse käib
sisedetail, detailid püsivad koos oma raskusega |
| keermesliide |
pööratav tappühendus,
mis ühendab detailid keerme abil |
neetliide
|
liidetavate detailide
avadesse e. neediaukudesse asetatakse
kergesti deformeeritavast materjalist neet, millele taotakse
vasaraga deformeerides lukustuspea |
| äärikliide
(eesti.k. ka "flantsliide") |
kahe
detaili ühendamine ääriku abil, mida läbivad ühenduspoldid
või -needid |
tappühendused:
sõrmtapp, kalasabatapp |
kahe
detaili ühendamine nii, et ühe detaili tapp käib teise
detaili tapiavasse |
| riivühendus |
kahe
elemendi ühendamine liikuva tapiga, mis töötab
liikumissuunale risti |
Üldsisukorda
tagasi...
VASE JA SELLE SULAMITE OKSÜDEERUMINE JA KAHJUSTUSED.
MÄRKUS:
kuigi vase pinnale tekkiv kiht koosneb sageli vaid oksiididest
(näit. kõrgemal temperatuuril toimuv oksüdeerumine), nimetatakse kogu
keerulise koostisega kihti siiski oksüüdiks.
Kuivas õhus alla
+185ºC vask õhuhapnikuga ei reageeri.
Kuumutamisel kuni
temp. +375ºC kattub vask kahevalentse oksiidiga CuO,
üle selle temperatuuri kattub kahekihilise oksiidikihiga, mille
alumine kiht on taandunud ühevalentseks oksiidiks Cu2O.
Niiskes
õhus (RH üle 35%) reageerib juba toatemperatuuril
vees lahustunud õhuhapnikuga (+UV-kiirgus)
-
- puhastatud vasele tekib paari minutiga ühevalentse vase
oksiid Cu2O (pinnale
tekib kollakas helk).
MÄRKUS:
vase ionisatsioonipotentsiaal esimese valentselektroni suhtes
(7,7 eV) on isegi madalam
kui raual (7,9 eV), Raua pind jääb samades
tingimustes muutumatuks, sest raual puuduvad ühevalentsed
ühendid. Teise valentselektroni suhtes on vase
ionisatsioonipotentsiaal juba rauast kõrgem
- 20,3 ja
16,2 eV .
Samas - toatº ja niiskes õhus - on kummagi metalli
kahevalentsete oksiidide tekkimiseks vaja kloriid-iooni
juuresolekut.
Raua
ionisatsioonipotentsiaal kolmanda valentselektroni suhtes on
isegi (30,6
eV), mis tähendab,
et kolmanda valentselektroni tagasivõtmisega võib raud
lahustada vaske - vt söövitamine
)
Ühevalentse vase (Cu+) oksüdeerumine
kahevalentseks (Cu2+)
toimub (toatº) tõenäoselt kloriid-iooni vahendusel. Õhuniiskuse
toimel tekib esimese kihi peale vase kahevalentne
hüdroksiid, mis annab süsihappegaasiga
reageerides aluselise karbonaadi - asuriidi
või malahiidi (viimane
on aluselisem):
(I)
Cl - (II)
Cu2O + H2O
+ O2 + CO2 → Cu2CO3(OH)2
( mineraal malahiit
- roheline )
→
Cu3(CO3)2(OH)2
( mineraal asuriit
- sinine)
Vase patineerumine: - kuna
vase
pinnale tekkiv oksüüdikiht on tihe ning passiveerib pinda, siis
nimetatakse taolist kaitsekihti paatinaks -
pinnale tekib esmalt punakas Cu2O
kiht (min. kupriit),
selle kristallid muutuvad aja jooksul peenemaks - värvus
tõmbub helepruuniks, seejärel tumepruuniks, kuni muutub
peaaegu mustaks (peitkristalne kupriit).
Seejärel hakkab esimesele kihile laiguti peale
tekkima kahevalentset oksüüdi, milles sisalduvad happelised
ühendid on rohkem sinakat, leeliselised ühendid rohekat tooni.
Vase leelisene karbonaat tekib pinnases sageli
tiheda kihina, mis on lapiga hõõrumisel isegi
poleeritav. Sellist paatinat nimetatakse
tihti "väärispaatinaks",
kuna koosnebki peamiselt malahiidist (
malahiitpaatinaga vahatatud sõrmus on väga sarnane
nefriitsõrmusega).
Korrodeeriv e. "paha oksüüd"
- lisaks kaitsvale paatinale
eristatakse korrodeerivat e. "halba oksüüdi",
mis ei moodusta tihedat kihti, vaid esineb pinnal
kohevate laikudena (kloriidne oksüüd võib olla
hügroskoopsuse tõttu ka niiske). Lisaks kloriidsele oksüüdile
esineb vasel veel nitraatset ja sulfaatset oksüüdi ning
nende segusid (vastavalt õhus sisalduvatele saasteainetele).
Eriti keerulise koostisega oksüüdid/paatinad on linnaõhus paiknevatel
pronksskulptuuridel, mille oksüüdile lisandub veel suitsukondensaati.
MÄRKUS: kuna
kunstlikul patineerimisel on raske saada loomulikule paatinale
sarnast välimust, on kunstiesemete patineerimisel levinud väävliühenditega
tekitatud paatina (patineeritakse nn. väävlimaksaga). Selline
väävlipaatina on esteetiline, ei mõju korrodeerivalt ning on hästi
poleeritav. Kahjuks on see püsiv vaid siseruumides, välisoludes
vajab kaitsekatteid ega kujune niisama esteetiliselt ümber
loomulikuks paatinaks.
Faasiline korrosioon on
nähtus, mille käigus korrodeerub sulami pinnast välja kergemini
lahustuv komponent:
- messingist eseme
pinnakihist korrodeerub välja tsink, mistõttu peale oksiidikihi
mahalahustamist on ese punase
vase tooni (e. üksiku korrosioonipleki alt paljastub punane laik)
- tinapronksist
eseme pinnakihist korrodeerub välja vask, mistõttu peale oksüüdi
eemaldamist on ese kohati hõbehalli tooni (pinnakihis on tina vase
suhtes ülekaalus)
Katoodkaitse esineb
metallipaarides pronks -
hõbe ja pronks-
tina. Elektrolüüdi juuresolekul pinnases ei tarvitse
hõbe ja tina pronksiga kokkupuutes oksüdeeruda - vt. hõbeda
määramine hõbekromaadi järgi.
Üldsisukorda
tagasi...
| VASE JA SELLE SULAMITE
PUHASTAMINE. |
EELPUHASTUS - paatina
säilitamisega.
Kuna vase ja selle sulamite pinnal võib olla kaitsev
paatinakiht, siis peaks oksüüdikihi eemaldamisele alati eelnema:
kuivpuhastus (tolmuimeja,
kuiv hari, pintsel),
märgpuhastus (veega,
kasutades kõva kapronharja, lisaks pindaktiivne pesuvahend -
skulptuuride puhul on oht, et rohelised nired rikuvad näiteks
lubjakivist postamendi - seepärast: alus tuleb enne
immutada märjaks, et roheline lahus ei saaks imbuda kivisse.
Teistkordne kuivpuhastus, s.o.
- peale kuivamist.
Seejuures tuleb hinnata olemasoleva paatina kvaliteeti,
poleerides seda katseks messingharjaga,
Pealmist
kohevat kihti võib tähelepanelikult lihvida abrasiivkangaga
("karukeel").
Harjaga
poleerimine. Kuna paatinas olevad mineraalid ületavad kõvaduselt
messingit, siis võib messinghari kanda paatinale peale väga õhukese
messingikihi. Skulptuuride puhul, eriti välisõhus, pole see oluline,
kuid muuseumi sisetingimustes tasuks seda vältida.
Messingharja asemel võib kasutada alpakatraadist harja. Kuna see
niklisulam on messingist kõvem, siis tuleks harja jälge suurenduse all
jälgida. Oluline on ka harjamise tehnika! Traathari on
otsalõikes kõvem, kuna traadi tõmbamisel orienteeruvad kristallid piki
traati. Eriti masinharjaga töötamisel annab otsakestega "ettevaatlik"
töötamine tulemuseks hoopis mateeritud pinna (nn siidiläige),
Käsiharjaga ühtpidi pühkides saab sama harjaga jällegi poleeritud
pinna. Seejuures pole oluline ka messingi ja alpaka erinev kõvadus.
ARHEOLOOGILISED PRONKSLEIUD
- rohekatooniliselt leiult pestakse veega maha
pinnase jäägid, kuivatamiseks kasutatakse ka piiritust (kuivatab kiirelt
ega jäta kuivamisel soolaplekke).
Väärispaatina olemasolu on sageli näha juba kaevamisplatsil.
Soolade eemaldamiseks ilma
paatina eemaldamiseta kasutatakse keetmist destilleeritud vees.
Kloriidide olamasolu kontrollitakse hõbenitraadi 2%
lahusega.
Pinnase ja lubisoolade
eemaldamiseks (Ca- ja Mg-soolad) kasutatakse külma 5%
heksametafosfaadi lahust, mis võib küll muuta paatina tooni, kuid jätab
paatina alles.
Kullatud ja kullaga inkrusteeritud pronksesemetel on
võimalik korrodeerivat oksüüdi puhastada Na-sekvikarbonaadi 5%
lahusega:
NaHCO3 .................. 25 g
Na2 CO3 ..................
25 g (kogus arvestatud veevaba sooda järgi)
Dest. vett .................900 g
-----------------------------------------------------------------------------------
Toimub lahustuva kloriidi (CuCl2
) asendumine lahustumatu Cu-karbonaadiga:
osaliselt säilinud kullatisega pronksesemed asetatakse 2-3-liitrise
klaasnõu põhjale,
mis täidetakse lahusega ning jälgitakse lahuse värvumist. Kui
lahus on muutunud
roheliseks, asendatakse see uuega. Nii toimides võib
protseduur kesta pool aastat.
Kui valida läbipaistvate tasapinnaliste külgedega küvett, mis
on varustatud
plastkaanega, siis on esemed kogu töötlemise ajal vaadeldavad ja
kirjeldatavad,
vajaduse korral võib neid ka välja võtta, loputada ning teostada
uuriguid.
(Pikk töötlemisaeg on enamasti
vastavuses taoliste esemete väärtusega.)
KULTUURILOOLISE FONDI
esemete ja pronks-skulptuuride
puhul
tuleb paatinalt maha puhastada vees lahustumatuid plekke
(juhuslikud värvipritsmed, etiketijäljed, graffity jms.) - selleks
kasutatakse orgaanilisi lahusteid (kuum aur enamasti ei aita,
sest väga hea soojusjuhtivusega metall juhib soojuse laiali).
Eelistada tuleks orgaanilistest lahustitest
valmistatud vesiemulsioone, kuna nende abil ei pesta vedeldatud värvi
laiali, vaid segus olev vesi blokeerib selle.
Veevabade lahustite kasutamisel tuleks
kasutada koordumismeetodit: pehmendada kihti kompressi abil,
seejärel lasta pealt kuivada, kuni värvikiht tõmbub pealt kortsu ning
allpool olev pehmem kiht hakkab pinnalt irduma (vt. laki
uuendamine).
Vana ebarahuldav kaitsekiht eemaldatakse
samal meetodil (näit. ebasobiv koltunud
mööblilakk).
LOOMULIKU PAATINA HOOLDAMINE piirdub kuivpuhastusega
ning toimub vastavalt "teistkordse kuivpuhastuse"
kogemustele. See on kõige jätkusuutlikum ja konservatiivsem lähenemine -
odavam, tööjõudu säästvam ja ajale vastupidavam.
MÄRKUS: paatina
kuivalt
poleerimisel (käsitsi, pronksharjadega) eraldub palju vase oksiididest
koosnevat tolmu, mille eest tuleb kaitsta hingamisteid. See-eest
on lõpptulemus kohe näha ning töö tulemuslikkus selgesti hinnatav.
Paatina hooldamine on meetod, mida on vaja
korrata: välistingimustes - paariaastase vahega, siseruumides
u. 10-aastase vahega. Paatinat hõõrutakse puhta kuiva lapiga, mis
tihendab paatina pealiskihti ning annab paatinale tagasi läike (liigne
läige kaob keskmise niiskusega siseruumides paari kuuga).
Üldsisukorda
tagasi...
OKSÜÜDIKIHI EEMALDAMINE.
|
See on pöördumatu
toiming, mis nõuab selget
ettekujutust lõppviimistlusest, mida soovitakse näha.
Kõige jätkusuutlikum on valida
loomulik patineerumine ning jätta oksüüdist puhastatud
pind loomulikult patineeruma - vt. loomulik
patineerumine |
HAPETES LAHUSTAMINE
Kollastest sulamitest (messing,
pronks)
esemeid hapetes puhastades esineb vase tagasisadestumist, mis
võib kollase sulami katta punase vasekihiga.
Tagasisadestumisel võib olla mitu põhjust:
- vask sadestub raskesti
eemaldatava pulbrina ühevalentse
oksiidi Cu2O
lahustumisel (vt. allpool);
- heleda messingi puhul toimub pinnakihist tsingi väljalahustumist,
mistõttu sulami pind muutub
punasemaks
Vase ja selle sulamite oksüüdide lahustamisel hapetes jääb
lahustamata Cu2Cl e. vask-monokloriid,
mis ei lahustu hapetes ega leelistes (lahustub ainult
nuuskpiirituses, moodustades kompleksühendi). Vask-monokloriid
tekib paatina alumises 1-valentses kihis asendusprotsessi tulemusel
(oksiid asendub pinnases kloriidiga) ning kujutab endast
valget pastat, mis eemaldatakse kas mehaaniliselt või kasutatakse
elektrolüüsi.
Punasest vasest esemete
puhastamiseks sobivad mitteoksüdeerivad
mineraalhapped - 5% soolhape, külm 5% väävelhape - mis ei saa
lahustada puhast metalset vaske , vaid lahustavad ainult
oksüüdi (vt. metallide elektrokeemilise aktiivsuse
rida).
Cu2CO3(OH)2
+ H2SO4
→ CuSO4
+ H2O +
CO2
MÄRKUSI:
- ei sobi kombineeritud metallidest esemete puhul:
vask-messing, vask-raud, vask-tina jne., sest raskemini
lahustuv metall muutub katoodiks ning kattub
kergemini lahustuva e. anoodse metalliga.
- ühevalentse oksiidi kihist (oksüüdi alumisest kihist)
lahustub mitteoksüdeerivates hapetes vaid pool, teine
pool taandub vasepulbriks, mis on hiljem raskesti eemaldatav
(puhtast vasest eseme puhul pole see
siiski probleem, kuigi pulbervase
olemasolu pinnal võib mõjutada hiliemat oksüdeerumist)
(I)
(II)
Cu2O
+ H2SO4
→ CuSO4
+ Cu↓ + H2O
OKSÜÜDIKIHI
EEMALDAMINE KELAATKOMPLEKSIDENA.
On sobivaim
meetod: tervisele kõige ohutum, vase tagasisadestumine on
välditav, lahustab ka pinnasest pärinevaid Ca ja Mg ühendeid, samuti
krohvi- ja ehitusmördi pritsmeid.
EDTA (etüleen-diamiin-tetraäädikhappe erinevad tuletised - näiteks
Triloon B, mis on dinaatriumsool)
lahuste puhul kasutatakse maksimaalse kontsentratsiooniga lahuseid
(lahustuvus on 5-6%%), temperatuuri tõstmisel nii preparaadi lahustuvus
kui ka lahustamise kiirus tõusevad.
Vase tagasisadenemise blokeerimiseks hoitakse pH 10 (NH4OH
abil, kontrollimiseks teostatakse mõõtmisi või kasutatakse puhverlahust:
Puhverlahus pH 10
__________________
NH4 -atsetaat
................................ 77 g
25% NH4OH
............................... 350 ml
----------------------------------------------------
NH4 -atsetaat lahustatakse u. 200 ml
vees,
lisatakse nuuskpiiritus,
lisatakse ülejäänud vesi ......... kuni 1000 ml
ROHELISE OKSÜÜDIKIHI EEMALDAMINE ALUSKIHI (
Cu2O) SÄILITAMISEGA.
NaOH ........................................ 60 g/l
Seignette´i sool ..........................180 g/l
(viinhappe K-Na-kaksiksool)
Dest. vett kuni ......................... 1000 ml
----------------------------------------
Eemaldab ainult paatina pealmise, sinakasrohelise
kihi.
OKSÜÜDIKIHI ELEKTROLÜÜTILINE
EEMALDAMINE
e. oksüüdikihi
taandamine välise vooluallika abil (alalisvoolu alaldi, alalisvoolu
generaator)
Esemete elektrolüütilisel töötlemisel tasub meeles pidada:
-
tegemist on
koorimismenetlusega, mis hävitab kõik pealiskihid
- kattekihid peaksid olema eelnevalt sondeeritud!
- katoodelektrolüüsil lahustub esemes
nii palju vesinikku, et sellest tekib vesinikhaprus:
esemed ja nende
üksikosad - näit. vedrud -
ei kannata hiljem painutamist ning võivad puruneda!
(Vesiniku eemaldamiseks
töödeldakse eset anoodi küljes või kuumutatakse pikemat aega.)
- kuna ese on katoodi küljes, siis
sadenevad katoodil ka kõik elektrolüüti varem sattunud
metallid (katioonid). Kuna kõigile erinevatele metallidele ja
sulamitele eraldi eletrolüüdi valmistamine võib osutuda
kulukaks, siis on otstarbekam kasutada tampoonelektrolüüsi
(vt. allpool). Sellisel juhul võib kasutada alati
värsket lahust, vaid grafiitanoode võib olla mitu.
- suurimaks elektrolüüsimeetodi
eeliseks on samas see, et võib puhastada
kombineeritud metallidest koosnevaid esemeid (tinatatud
vasknõud, rauast sabaga vaskpann, mitmesuguste nähtavate
joodistega esemed jne.)
Puhastatav ese paigutatakse plastmassist vanni, milles on
elektrolüüt. Ese ühendatakse aladi negatiivse klemmiga (ese on
katoodiks), alaldi positiivne klemm ühendatakse roostevabast
terasest plaatidega (plaadid on anoodiks).
Elektrolüüt: NaOH e. kaustilise sooda lahus (5-10%)
või pesusooda e. kaltsineeritud sooda lahus (Na2CO3 ).
Kontsentratsioon
ca 5% (võib muuta vastavalt kujunevale voolutugevusele - kui
pole reguleeritava pingega alaldit)
Alaldi: parim oleks aladi,
millel on sujuv pinge reguleerimise võimalus 0 - 36 V (voolu
tugevus kuni 16 A). Kuid sobivad ka akulaadijad (laadimispinge ca
12 V) ning keevitusalaldid (elektroodi süttimispingega 9-21 V,
voolu tugevusega kuni 100 A)
Anoodidena kasutatakse
harilikult roostevabast terasest plaate, mille pind olgu
soovitavalt sama suur kui on eseme ligikaudne pind. (Anoode
võiks olla kaks, kummalgi pool vanni küljel, ese nende vahel - kui on
karta eseme ja anoodi vahelist lühist, tuleks riputada vahele
PVC-plaadi tükke.)
Voolutihedus võiks olla
maksimaalne, mida võimaldab alaldi, sest madalad
voolutihedused (näit. 1A/dm2) on kasutusel
galvaanilisel katmisel teiste metallidega ning tõenäosus katoodiks
oleva eseme katmiseks mõne vanni sattunud metalliga (näiteks Zn või
Pb-ga) on suurem väikeste voolutiheduste puhul.
Katoodijuhe kinnitatakse eseme külge nii, et tekiks kontakt
oksüdeerunud eseme metalse tuumaga.
Vesinikumullid tekivad metalli
ja oksüüdikihi vahel ning lükkavad selle osüüdi taandamise käigus maha.
Umbes pooletunniste taandamisperioodide järel võetakse ese välja,
loputatakse ning harjatakse taandatud metall maha (mitteoksüdeerivad
happelahused ei mõju).
TAMPOONELEKTROLÜÜS e.
oksüüdikihi taandamine lahustumatu käsianoodi abil.
Reguleeritava pingega alaldi (0 - 36 V) positiivse klemmi
ühendatakse painduva isoleeritud kiudkaabli abil grafiidist
käsianoodiga (grafiitmaterjalid jagunevad
kuumakindlaks tiigelgrafiidiks, proektorigrafiidiks, libedaks
mootorigrafiidiks, joonistusgrafiidiks ja elektrolüütiliseks
grafiidiks - elektrolüüdi sees sobib vaid viimane, teised
lagunevad kiirelt. Kvaliteetse elektrolüüsiks sobiva grafiidi tihedus
on alates 1.90.).
Grafiidi otsa ümber mähitakse sünteetilisest kangast tampoon, mis ei
võimalda lühist grafiidi ja eseme vahel.
Eletrolüüdiks sobib NaOH e. kaustilise sooda lahus
(10-15%)
Katoodjuhe kinnitatakse eseme külge, anoodi kastetakse
perioodiliselt elektrolüüdi sisse. Töö käigus grafiit kuumeneb,
elektrolüüt läheb keema ning tekib auru, vajalik on ventilatsioon. Keeva
kange leelisega tampoon "keedab" vesinikumullidega üles kõik, mis
pinnalt eraldub ning on ideaalne vahend pinna puhastamiseks näiteks enne
galvaanilist katmist (eemaldab ka enamike jooteräbustite jäägid!)
MÄRKUS: kuum kange leelis
patineerib vaske ning vase sulameid!
VASE JA SELLE SULAMITE
SÖÖVITAMINE.
Vase ja selle sulamite söövitamiseks kasutatakse
oksüdeerivaid happeid või oksüdeerija lisandiga happeid. (kuna
vask paikneb metallide elektrokeemilise aktiivsus reas vesinikust
paremal pool, siis ta vesinikku hapetest välja ei tõrju -
-s.t., et ei lahustu), erandina
kasutatakse ka vase söövitamist oksüdeeriva soolaga (oksüdeerib
mitte anioon vaid katioon!).
Raud(III)kloriidiga söövitamine.
Raud(III)kloriidi puhul oksüdeerib kolmevalentse raua
ioon Fe3+, millel on kolmanda
valentselektroni suhtes kõrge ionisatsioonipotentsiaal
(30,6 eV)
(III)
(II)
FeCl3 + Cu → CuCl2 + FeCl2
Söövitamise käigus lisanduv sade koosneb peamiselt
kahevalentsest raudhüdroksiidist, mis tekib kahevalentse raudkloriidi
hüdrolüüsumisel.
H∙OH
FeCl2 ↔ Fe (OH)2 ↓
+ 2HCl
Raud(III)kloriidi lahuse algtiheduseks võetakse 1,26-1,38 (
28-37% - keskm. 33%)
------------------------------------------------------------------------------------------------------
GRAAFIKAS on raudkloriidiga söövitamisele antud kõrge hinnang
(ofordisöövitus):
- lahus
toimib väga ühtlaselt:
raudkloriid moodustab hüdrolüüsumise
kaudu oma hüdroksiidiga puhversüsteemi, mis hoiab happesust
samal
tasemel.
H∙OH
FeCl3 ↔ Fe
(OH)3 ↓ + 3HCl
- lahus
söövitab pinnaga risti (pole karta ka peente joonte
kokkusöövitamist):
- söövitamisel
ei eraldu söövitusgaase, mis tekitaksid õhus soolhappe
aerosooli
- esemeid võib
võtta lahusest palja käega.
Söövitamine happe ja oksüdeerijaga - kahes järgus (kasutatakse juhul,
kui kollasest sulamist esemele on sadestunud punane vasekiht):
1) esmalt vasekiht oksüdeeritakse:
- ühtlaselt sadestunud vase eemaldamiseks sobib
Cu-nitraadi 5% lahus (külmalt toimib aeglaselt, kuid
ühtlaselt, väikese
eseme võib kasta kuuma lahuse sisse)
- osaliselt sadestunud vase või vaselaikude korral sobib
kiiroksüdeerimise lahus:
K-permanganaat ................ 20 g
Väävelhape ...................... 7 g (35%
akuhapet 20 ml)
Dest. vett ............... kuni 1000 ml
------------------------------------------------------------------
Võib peale kanda ka sünteetilisest materjalist pintsliga
Kiirpatineerimine Cu- ja Ag-nitraadiga:
Cu - nitraati ...... 10g
Ag-nitraati ........ 1g
Dest. vett kuni 100 ml
-------------------------------------------------------------------
Pintsliga katmiseks
2) seejärel lahustatakse oksüüdikiht 5%
väävelhappe lahuses
Vajadusel oksüdeerimist-lahustamist korratakse.
Söövitamine happega, millele on
lisatud oksüdeerijat - nn. "külm peits"
e. kromaatpeits:
K-dikromaat .................. 50g
Väävelhape .................... 10g
Dest. vett ............ kuni 1000g
--------------------------------------
- kasutatakse passiveeriva viimistlusena - annab
kromaatpassiveeringuga pinna
- söövitab pinna matiks, kuid messingharja e.
kratsharjaga harjamisel tekib pehme siidiläige,
- negatiivne on see, et kuldne messing
omandab kahvatukollase tooni (tooni korrigeerimiseks võib hoida
äiendavalt K-dikromaadi 5%
lahuses - seekord ilma happe lisandita)
Söövitamine oksüdeeriva happeseguga:
nn. "kollane läikpeits":
- on väga tootlik söövitussegu,
- annab läikiva pinna,
- hele messing omandab kuldseks oksüdeeritud pinna,
- pind on passiveeritud.
Raskendavad asjaolud:
- nõuab eriventilatsiooni (tekib palju pruuni mürgist suitsu),
- töötajad vajavad head väljaõpet: töö nõuab kiirust -
söövitus kestab paar sekundit, ese tuleb ühtpidi segusse
kasta ning teistpidi välja võtta, tuleb kiirelt läbida
loputusvannide rida (lihtsalt vesi) ning kiirelt kuivatada
- plii lisand sulamites ei võimalda kollast läikpeitsi kasutada
(plii tekitab peale halli kihi)
Eelpeits:
Lämmastikhape erikaaluga 1,4 ................. 1liiter
Konts. väävelhape ................................... 1liiter
Keedusoola ............................................ 10 g
Läikpeits:
Lämmastikhape erikaaluga 1,4 .................
1liiter (tõstab vase lahustuvust)
Konts. väävelhape ................................... 1liiter
(tõstab vase ja tsingi lahustuvust)
Keedusoola ........ 20 g või soolhapet ........20 ml
(tõstasb tsingi lahustuvust)
Läiketahma .............................................10 g
------------------------------------------------------------
Läikpeitsi koostist reguleeritakse vastavalt sulami koostisele vt. -
↑
Sobib masstööks või suurte seeriate söövitamiseks.
Kollase läikpeitsiga on viimistletud
u. 100 aasta vältel tööstuses kõik kuldsed, kuid mittekullatud
messingtooted!
Mattsöövituse segu:
K-dikromaat
.................. 200g
Väävelhape (konts.)........
800g
Vett
............................... 1 liiter
-----------------------------------------
18-25ºC juures tekib
mattpind
50-60ºC juures - läikpind
VASE JA SELLE SULAMITE
OKSÜDEERIMINE.
Loomulik patineerumine on
sellise oksüüdikihi tekkimine, mis saavutab antud keskkonnaga
tasakaalu - lõpetab edaspidise oksüdeerumise või
pidurdab seda, kaitseb ka kriimude eest. (Pinda
katvad mineraalid ületavad kõvaduselt puhast metalli ning
kriimud "kasvavad kinni"). Loomulik paatina on
väärtuslik eelkõige konserveerivas mõttes ("väärispaatina").
Kunstliku patineerimise
eesmärgiks on tekitada esteetiliselt sobiv oksüüdikiht, mille
konserveeriv väärtus sõltub patineerija dekoratiivsetest eelistustest
(toon, läige) ja valikutest (kas eset eksponeeritakse
siseruumis või välisõhus). Konserveerivat väärtust ei
tarvitse kunstlikul paatinal olla, see sõltub kunstniku fantaasiast
(tellitakse ka rõhutatult räpakat ja korrodeeritud tulemust).
Patineeritavus on kõige
halvem puhtal vasel (tumedat oksiidset paatinat on kõige raskem
saavutada), järgneb pronks ning kõige kergemini on patineeritav messing
(plii lisand mõjub patineerumisele eriti soodsalt)
Konserveerivad ja esteetilised omadused ühtivad juhul,
kui kunstlik patineerimine annab tiheda, hästi konserveeriva kihi
ning see on valitud mikrokliimas püsiv. Selle
pealispind ei tarvitse olla ei tihe ega läikiv,
paatina õhemaks lihvimine või pealispinna tihendamine
täidab eelkõige esteetilisi eesmärke.
Kui kunstlikult väävliühenditega (nt.
väävlimaksaga, antimonsulfiidiga jms.) patineeritud skulptuur
viiakse välioludesse, siis tuleb seda jätkuvalt kaitsta vahatamise abil.
Vahatamata jätmisel kujuneb sulfiidne paatina ümber loomulikuks
paatinaks, mis on oksiidne - tekib üleminekuaeg, mil skulptuur on
aastaid lapilise välimusega.
Kui kunstlik paatina on oksiidne, sobib
skulptuur nii sise- kui ka välioludesse, kujunedes ümber loomulikuks
paatinaks.
Provisoorne patineerimine e.
passiveeriv
oksüdeerimine on kunstlik, õhuke patineerimine, millega
vähendatakse puhta metallipinna tundlikkust juhusliku määrdumise suhtes
(sõrmejäljed, niiske tolmulapp) -
et ese saaks edaspidi loomulikult patineeruda ja võimalikult
ühtlaselt (näiteks oksüdeerimine Cu-nitraadi abil). Sama eesmärki täidab
ka kromaatpassiveering, mida on kasutatud kirikulühtrite puhul
(lakkimata lühtreid on passiveeritud K-dikromaadiga).
KUI OKSÜÜDID ON EEMALDATUD PUHTA METALLINI, siis võiks
kasutada järgmisi valikuid:
1. Ese provisoorselt patineerida - et lasta järgnevalt tekkida
loomulikul paatinal, selleks tekitada puhtale metallipinnale
1-valentne oksiidne aluskiht, millel hakkaks arenema uus loomulik
paatina.
Heledat, "toorest värvi" messingit kuumutatakse, kuni
see omandab kuldse tooni
----------------------------------------------------------------------------------------------------
Kuumutada ühtlaselt, jälgides muutevärvust
Puhta metallini puhastatud arheoloogilisi pronksleide keedetakse
destilleeritud vees, kuni pind tumeneb
--------------------------------------------------------------------------------------------------------------------------
Patineerimine Cu-nitraadi 5% lahusega
-----------------------------------------------
Külm lahus kantakse peale eelnevalt märjaks kastetud pinnale (pind
peab ühtlaselt märguma!).
Eset võib kasta lahusesse, aga kuna külm lahus toimib
aeglaselt, võib ka pintseldada või katta maalrirulliga. Reaktsiooni
aeglustamiseks võib lahust ka tunduvalt lahjendada.
- Vask-nitraadist
veel LISA: sama lahus kuumalt oksüdeerib messingi u.
10 sekundiga helepruuniks (kiht on tugev, seda
võib kuivamise järel poleerida messingist kratsharjaga).
- Väikeste defektide
kiirpatineerimine Cu-nitraadiga:
Cu - nitraati ...... 10g
Ag-nitraati ........ 1g
Dest. vett kuni 100 ml
-------------------------
sissekastmisel või pintsliga
katmisel jääb kõigile sulamitele hallikas-pruun toon )
2. Aeglustatud loomulik
patineerumine - selleks võib
kasutada passiveerivat söövitamist (kollane läikpeits,
kromaatpeits) või passiveerimislahust:
5% K-bikromaadi lahus
------------------------------
Ese asetada lahusesse päevaks, kuni tekib sobiv kuldne
toon (veelgi pikemal hoidmisel tuleb lahust
perioodiliselt segada).
Kromaatpassiveeringuga
esemed võtavad keskmise niiskusega siseruumis paari aastaga tumekuldse
tooni,
10 aastaga patineeruvad
pruunikaskuldseks.
3. Loomulikule lähedane
patineerimine - tumedal oksiidsel
aluskihil rohekas
malahiidi-asuriidi
kiht (malahiitne paatina)
- oksiidse 1-valentse aluskiht teha vastavalt p.1.
- sellele saab kanda 2-valentse pealiskihi, mille koostis
läheneb nn. väärispaatinale:
CuSO4 ∙ 5H2O ......................... 250
g/l
Fe2(SO4)3 ∙ 9H2O
..................... 15 g/l
NaOH ...................................... 6O g/l
-------------------------------------------------
- valmistatakse kõik kolm lahust.
- NaOH lahus tilgutatatakse u. veerand tunni jooksul vasevitrioli
lahusesse - sadeneb vaskhüdroksiid
Cu(OH)2↓;
- valatakse juurde raud(III)sulfaadi lahus - tekib
kollane raud(III)hüdroksiidi sade
Fe (OH)3↓, mis toonib sinise
vaskhüdroksiidi sademe rohekaks;
- sadet pestakse 3-4 korda 10-kordse vee kogusega (vrd.
põhjavajunud sademe mahuga).
Pealekandmiseks segatakse veega, et saada sobiv
konsistents. Kleepuvuse andmiseks ja sideaineks lisatakse suhkrut 30g/l
. Kantakse peale maalritööde vahenditega või tupitakse
käsnaga. Välisõhus skulptuuriede patineerimisel hoida paar nädalat vihma
ja liigse kuivuse eest, seejärel on lisatud paatina väliskiht liitunud
alumise kihiga. Õhus sisalduva süsihappegaasi mõjul kujuneb osaliselt
ümber karbonaatseks.
MÄRKUS: saadav paatina ei
sisalda korrodeerivaid aineid.
4. Taastada algne või
ajalooline kunstlik
paatina
AJALOOLINE
SULFIIDNE PAATINA.
Siseruumides asuvaid kunstiesemeid on alates klassitsismist
juba paarsada aastat patineeritud nn. "väävlimaksaga".
See annab väga dekoratiivse paatina, erinevaid tooni variante
helepruunist mustani, mis on kõik kergesti poleeritavad (kaitseks
niiskuse vastu ja tumedama kihi saamiseks asutatakse ka
vahatamist).
Välistingimuste on vahatamine vältimatu, kui seda ei tehta
regulaarselt, hakkab väävlipaatina ümber kujunema loomulikuks paatinaks,
mis toimub lappidena, kuni nõuab kogu skulptuuri puhastamist puhta
metallini.
K-karbonaati (potas) ...................... 2-3
osa
väävlit ..............................................1
osa
(sobivad aianduses
suitsutamiseks kasutatavad graanulid)
------------------------------------------------------
komponendid asetatakse portselantiiglisse (koguseid
võetakse noaotsaga)
ning sulatatakse elektripliidil paar korda segades kokku
(ca +250ºC).
Tekib pruun mass, mis lahustatakse ja uhutakse tiiglist välja kuuma
veega.
Kuna komponendid on odavad ning koguseid saab mõõta vastavalt
vajadusele
- varusid pole vaja soetada.
Lahuse kontsentratsioon võetakse vastavalt
sellele, millist tooni soovitakse.
Kui komponente on paar noaotsatäit, siis võib selle koguse
lahustada kuuma-
veeboilerist võetud kuuma veega ning alustada katsetusi. Külmad ja
kangeMAd
lahused annavad jällegi teistsuguseid tulemusi.
BARBEDIENNE´ PAATINA.
(Ferdinand Barbedienne, 1810-1892 - pr. metallitööline
ja tööstur)
CuSO4 ∙ 5H2O
......................... 60 g
KMnO4
.................................. 7,4 g
Vesi ............................... kuni 1000 ml
-------------------------------------------------
Ese kastetakse kuuma lahusesse või valatakse
kuumutatud esemele. Annab vasel ja kõigil
sulamitel heledama pruuni tooni , värskel kujul on
toon veidi punakas. Paatina on poleeritav ilma
vahatamiseta.
VASE JA SELLE SULAMITE
ELEKTROLÜÜTILINE PATINEERIMINE
Kui eesmärgiks on loomuliku paatina
imiteerimine, sobib elektrolüüt
NaHCO3 e. söögisooda 4%
lahus
----------------------------------------
Ese on anoodiks, katood on
suvaline (nt. raudplekk), voolutihedus kuni 16A/dm2,
Tekib sinakasroheline paatina, mis sarnaneb koostiselt malahiidile,
vahatamisel
meenutab pronksi "väärispaatinat"
VASE JA SELLE SULAMITE
KAITSEKATTED.
LAKKIMINE.
Kuna poleeritud vask ja messing - kõige tavalisemad materjalid -
oksüdeeruvad kiirelt, on kasutatud kvaliteetse
lakkimise mooduseid.
Ettevõttes Ars-Juveel (Hobusepea tn.) oli lakkimise
seadeldis, kus ese pandi pöörlevale alusele ning tööline lakkis
pulverisaatoriga, taustaks suur äratõmbeseadeldis. Peale
zapoonlaki, mis on pehme läiketa nitrotsellulooslakk, kasutati ka
äärmiselt vastupidavaid räniorgaanilisi lakke.
Lakkide eemaldamine
rekonserveerimisel.
- Kivistunud kõvad lakid, mis on sageli
kahekomponendilised, on poleeritud esemete juurde kuuluv
vältimatu ja oluline osa. Nende eemaldamine muutub
probleemiks, kui lakikiht on kulunud ning kulunud kohtadesse
tekib oksüüd. Nende hilisem eemaldamine
rekonserveerimisel vajab lakitüüpide kaupa uurimist ja
leiutamist.
- Saksamaalt Eestisse annetatud uute kirikuriistade
restaureerimisjuhendis on soovitatud
poleeritud
messingesemetelt laki mahavõtmisel kasutada
vees keetmist (umbes nädal).
Laki
uuendamine rekonserveerimisel.
Kuna tööstuslikke kaitsekatteid nende algsel kujul
ennistada pole enamasti võimalik, võiks restaureerimisel
kasutada tuntud lakke (näit. Paraloid B-72 akrüülvaigust), nende
väiksemat vastupidavust kompenseerida aga paremate hoiutingimustega.
Õlide ja
konserveerimismäärete eemaldamine.
VAHATAMINE.
Vahatamine on tunduvalt lihtsam kui lakkimine ning annab
ka ühe pealekatmisega aurukindla kihi.
Vahad jagunevad looduslikeks ja sünteetilisteks,
pehmeteks ja kõvadeks, kristalseteks ja mikrokristalseteks.
Looduslikest vahadest
on tuntum mesilasvaha (erinevad sordid, sealhulgas ka pleegitatud
vaha), mida võib lugeda pehmete vahade hulka. Kõige kõvem
looduslik vaha on karnauba-vaha e. palmivaha,
sulamistemperatuuriga +80-87ºC.
Sünteetilised vahad on
erinevad parafiinid, millel on vastavalt molekuli suurusele erineva
suurusega kristall (nähtav hangumisel) ning kõvadus.
Mikrokristalsed vahad
säilitavad läbipaistvuse ka hangumisel (sulatamise,
mitte emulsiooni kuivamise järel), meenutades
pealekandmisel lakki. Erinevalt lakkidest on neid võimalik
üles sulatada.
Laiatarbetoodetest
on tuntumad poonimisvahad, mööblihooldusvahad ning jalatsite
hooldusvahad, mida müüakse kreemitaolise emulsioonina
ning ning annavad lahusti aurudes pehmema kihi.
Autovahad on kõvad mikrokristalsed vahad, mida
toodetakse kreemitaoliste emulsioonidena, eraldi uue ning vana
värvi vahatamiseks - viimane sisaldab pulbrilist täiteainet.
Kõige kõvem autovaha on "ampoonikindel vaha", mida
müüakse vedela piimana ning sisaldab kõige rohkem lahustit. Kuivab
peale õhukese piimja kihina, mis tuleb seejärel poleerida
läbipaistvaks.
Patineeritud metalli
vahatamiseks sobivad omadustelt kõik laiatarbevahad - v.a.
vana värvi vaha, mis sisaldab pulbrilist täiteainet.
Poleeritud metalli vahatamiseks
võib
soovitada "sampoonikindlat" vedelat vaha, mis jätab hangudes piimja
kihi, mida saab poleerida või sulatada läbipaistvaks (näiteks jätab
poleeritud hõbedale pärlmutritaolise kihi).
Suurte esemete
vahatamisel on soovitav kasutada looduslikke vahasid, kuna
neid on võimalik rekonserveerimisel kuuma leeliselahusega seebistada
ning seejärel 100%-liselt veega maha pesta (erinevalt
teistest materjalidest kannatavad metallesemed nii
kuumust kui ka leeliselahuseid). Sünteetiliste
vahade mahalahustamine on sellega võrreldes lõputu
lahjendamise protsess, mida tuleb kombineerida kuumalt
emulgeerimisega leeliselahustes.
Inhibiitorlisandite
kohta, mis võivad olla laiatarbevahades,
loe tootekirjeldusest
MÄRKUSI:
- kõik laiatarbetoodetes olevad vahad ei ole
kahjuks ülessulatatavad, sest võivad sisaldada segus sünteetilist
vaiku (näit. kloorvinüülvaiku) - mis eraldub emulsioonist
kuumutamisel ning moodustab klimbi (enne kasutamist
katsetada!)
- vahaemulsioonide iseseisval valmistamisel -
näit. mesilasvahast - tuleb enne soojendada lahusti (elektripliidil
- mitte kasutada lahtist tuld!), seejärel lahustada vaha tükid
(10-30%) kuumas lahustis. Vastupidisel juhul - sulatades enne vaha -
mesilasvaha pruunistub vähesel määral sisalduvate valkainete tõttu
- lahusti peab olema väävlivaba (nõukogude ajal
kasutatud Bakuu naftasaadused sisaldasid palju oksüdeerivat väävlit)
- lahustil peab olema nn. "madal happearv" -
poleeritud metalli vahatamise emulsioonis ei maksa kasutada
tärpentini, mis võib kuumutamisel mõjuda oksüdeerivalt
TEADMISEKS REKONSERVEERIJALE. Arheoloogilisi
leide on nõukogudeaegse doktriini järgi vahatatud kõige
rohkem sula parafiini vannis (sissekastmisel sula
parafiini vanni, mille temperatuur ületas 100º C, välja võtmisel
parafiini ülehulk raputati maha või puhuti ära meditsiinilise
balloonpritsiga).
Hiljem on levinud vaha pealekandmine emulsiooni
kujul, mis muutub eseme peal soojendamisel vaha lahuseks. Vaha
lahus märgab hästi pinda ning täidab poorid, kuumutamist jätkatakse
seni, kuni lahusti on lendunud ning ese kaetud õhukese sulavaha
kihiga.
Üldsisukorda
tagasi...
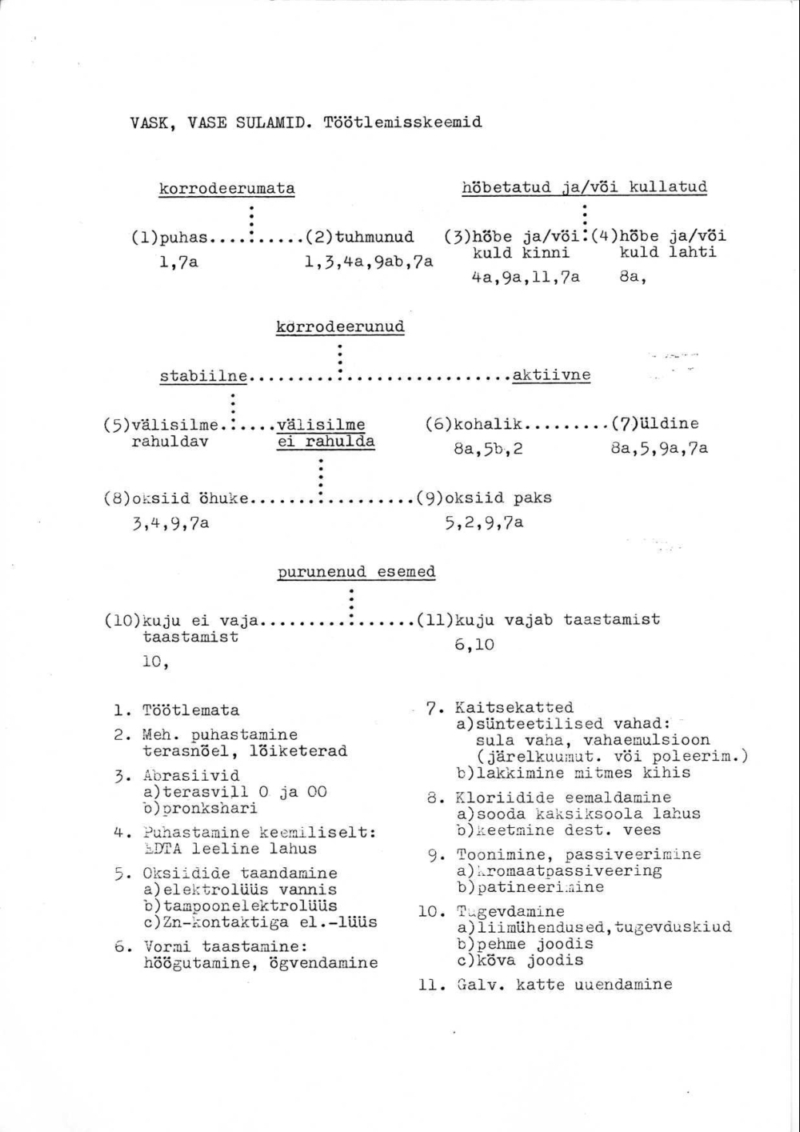
TÖÖTLEMISE SKEEMID ENESEKONTROLLIKS: vase ja vase
sulamite konserveerimise skeemid
(Tõlgitud
1976.a. ВЦНИЛКР venekeelsest väljaandest, mis ilmus instituudi
toimetiste lisana - JM),
originaali tiitel: Harold
James Plenderleith. The Conservation of Antiquities and Works of Art:
Treatment, Repair, and Restoration 1971
Lehekülje sisukorda tagasipöördumiseks vajuta Ctrl
+ Home
Üldsisukorda
tagasi...