Hõbetamise elektrolüüdi valmistamine puhtast hõbedast (graanulhõbe)
| METALLIDE GALVAANILINE KATMINE. |
| Üldterminid
: keemia ↓ elektrokeemia (keemia haru, mis uurib keemiliste ja elektriliste protsesside seoseid ) ↓ eletrolüüs (elektrokeemiline protsess, mis toimub elektrolüüdis seda läbiva alalisvoolu mõjul) ↓ galvanotehnika (metallide sadestamine elektrolüüsi abil) ↓ galvaaniline katmine e. galvanosteegia (elektrolüütiline sadestamine teise metalli pinnale) |
| (Elektrokeemiast restaureerimises laiemalt - vt. METALLIDE ELEKTROKEEMILINE TÖÖTLEMINE ) |
| Vasetamise elektrolüüt: Cu2SO4 ∙ 5H2O ...................... 35,0 g/l Na3PO4 ∙ 12 H2O ................... 95,0 g/l Na4P2O7 ∙ 10H2O................... 140,0 g/l Seignette´i sool ∙ 2H2O............ 25,0 g/l --------------------------------------------------- lahuses tekib kompleks K14 [Cu (P2O7 )4] |
Elektrolüüdi
tempº 25-40ºC, voolu tihedus 0,5 - 1A/dm2 segada enne katmist 5 min. suruõhuga (sobiva kompressori saab külmkapi agregaadist, kuid lisada tuleb õlieraldaja!) anoodiks vaskplekk (u. samasuur kui ese) - enne sadestamist võib eset söövitada anoodil - vanni asetada ühendatud katoodpingega - u. 10 sek. töödelda maks. voolutugevuse ja -tihedusega |
| Tsingi pürofosfaatkompleks: valmistatakse vastavalt pp. 1)-2) |
Ei kasutata iseseisvalt, vaid "galvaanilise messingi" Cu-Zn saamiseks |
| Nikli pürofosfaatkompleks: valmistatakse vastavalt pp. 1)-2 |
Ei
kasutata iseseisvalt, vaid "galvaanilise nikkelpronksi" Cu-Ni-Sn saamiseks |
| Tina pürofosfaatkompleks: kuum küllastatud pürofosfaadilahus (140g/l) valatakse segades tina(II)kloriidi lahuse sisse, kuni tekkinud sade on lahustunud |
Ei
kasutata iseseisvalt, vaid "galvaanilise nikkelpronksi" Cu-Ni-Sn ja "galvaanilise pronksi" saamiseks |
| Eletrolüüte kombineeritakse ja valatakse kokku vastavalt tulemusele - Perspektiivne on "galvaaniline pronks", mille komponentide elektrokeemiline aktiivsus on sarnane. - Galvaaniline messing koosneb ebavõrdsete metallidest: suurema voolutihedusega kohtades (reljeefi etteulatuvates kohtades) sadeneb rohkem tsinki (sulam on kollasem), reljeefi süvendites on sulam punane - rauale vask-aluskihi sadestamiseks sobib hästi, kuna fosfaadid ei põhjusta hiljem korrosiooni |
-
Pürofosfaatelektrolüüdid ei korrodeeri rauda - Raua võib tõsta fosforhappe vannist otse eletrolüüsivanni (katoodjuhe enne külge!) - anoodide materjali ja pinna suurust on vaja kombineerida samuti nagu elektrolüüte (sulamitest anoode on raske hankida) - juhul, kui anoodid ei lahustu ja elektrolüüt saab metallidest tühjaks, pole kuigi kallis eletrolüüti täiendada - anoodide passiveerumise korral (voolutugevus langeb järsult) tuleb korraks vahetada poolused |
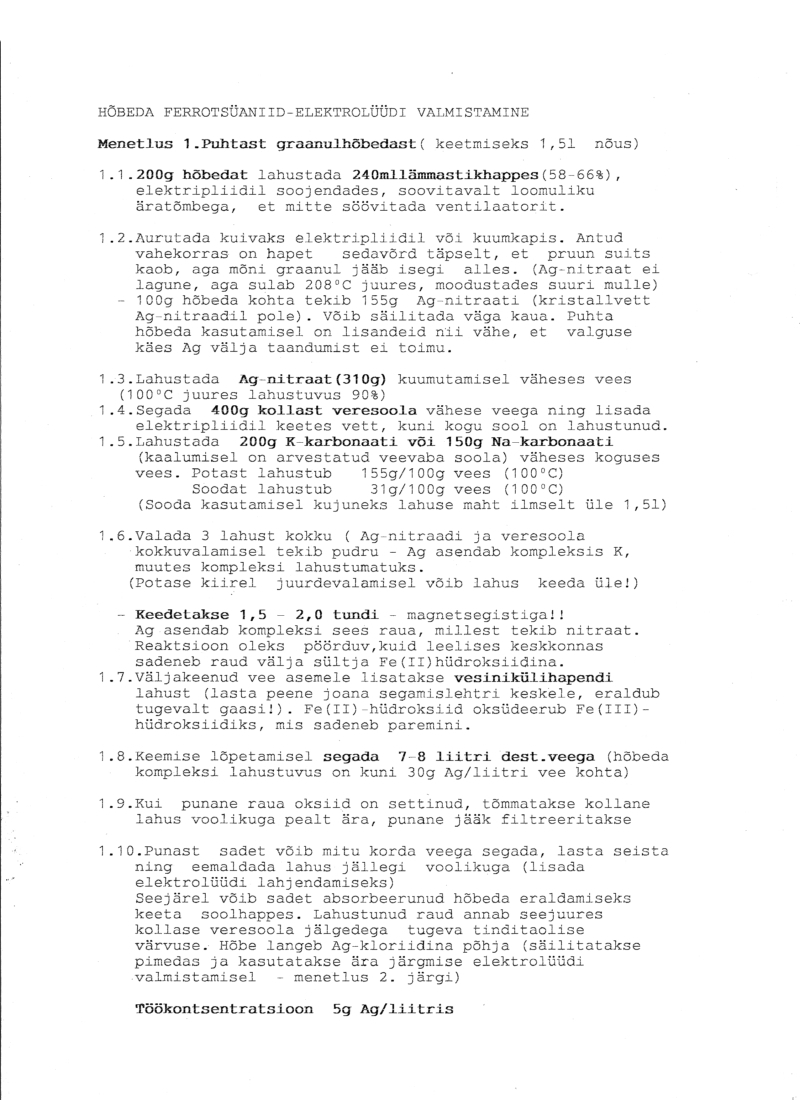
Hõbetamise elektrolüüdi valmistamine puhtast hõbedast (graanulhõbe) |
|
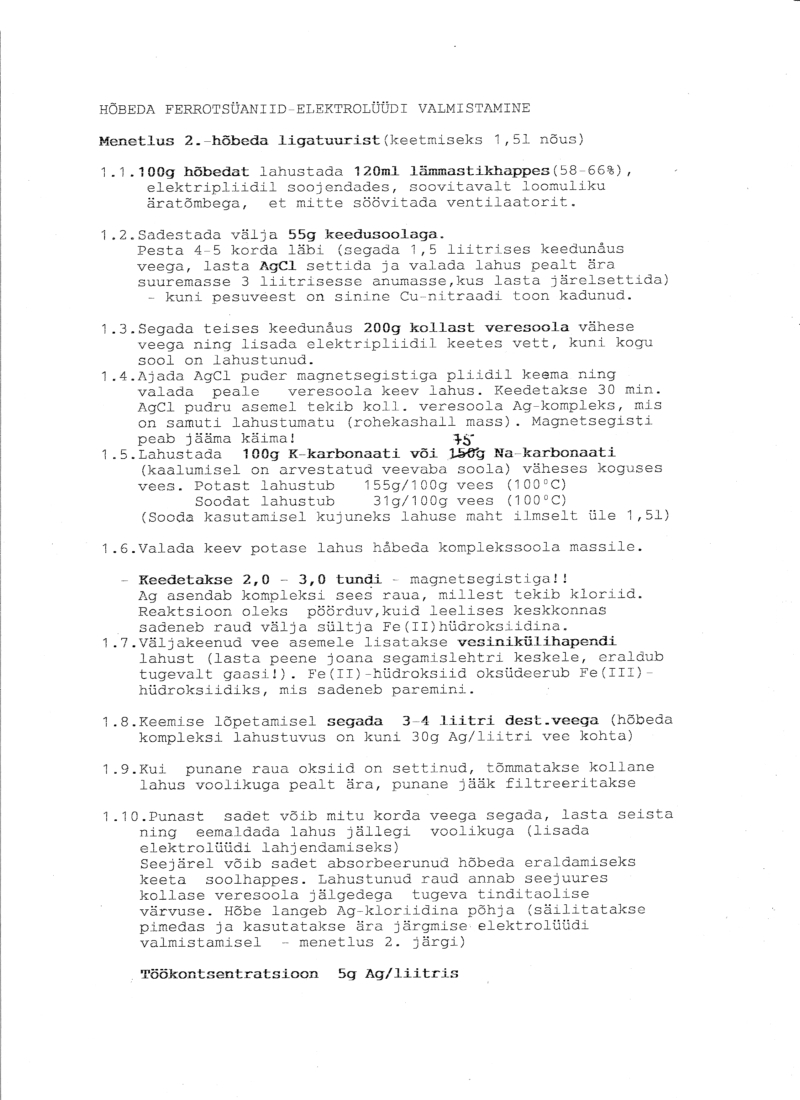
Hõbetamise elektrolüüdi valmistamine ligatuurhõbedast (kokkuostumaterjal) |
 |
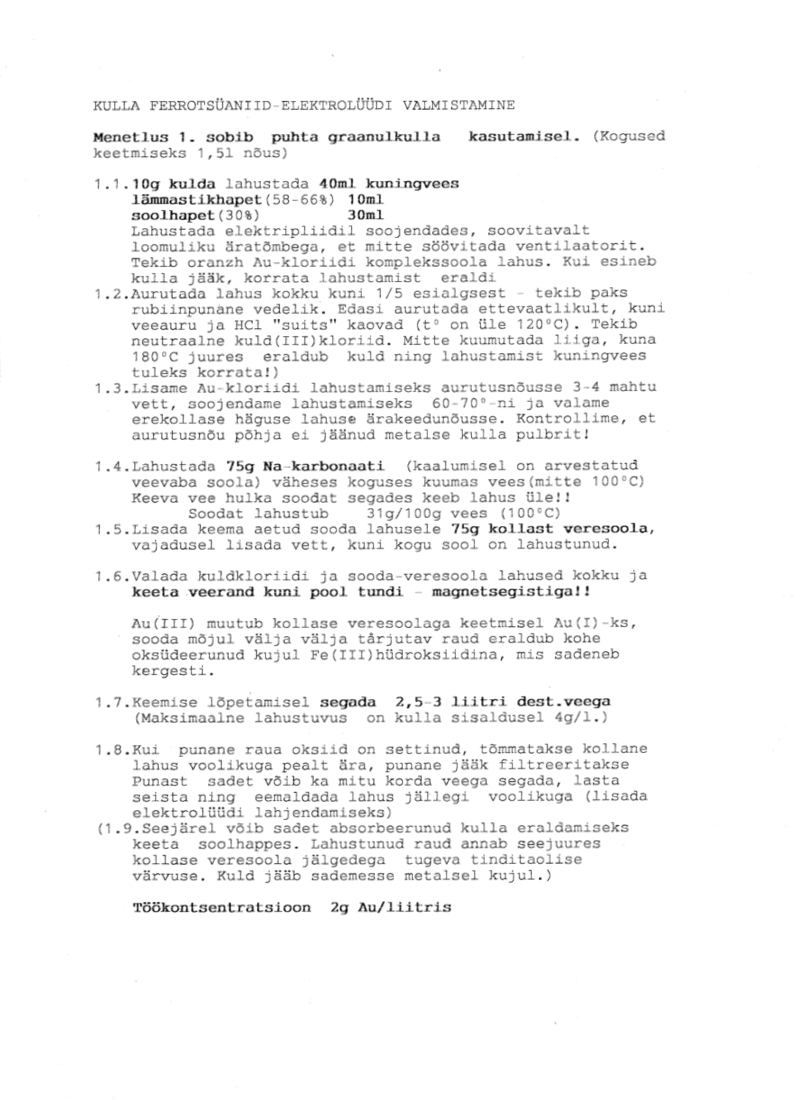
Kuldamise elektrolüüdi valmistamine puhtast kullast (graanulkuld) |
 |
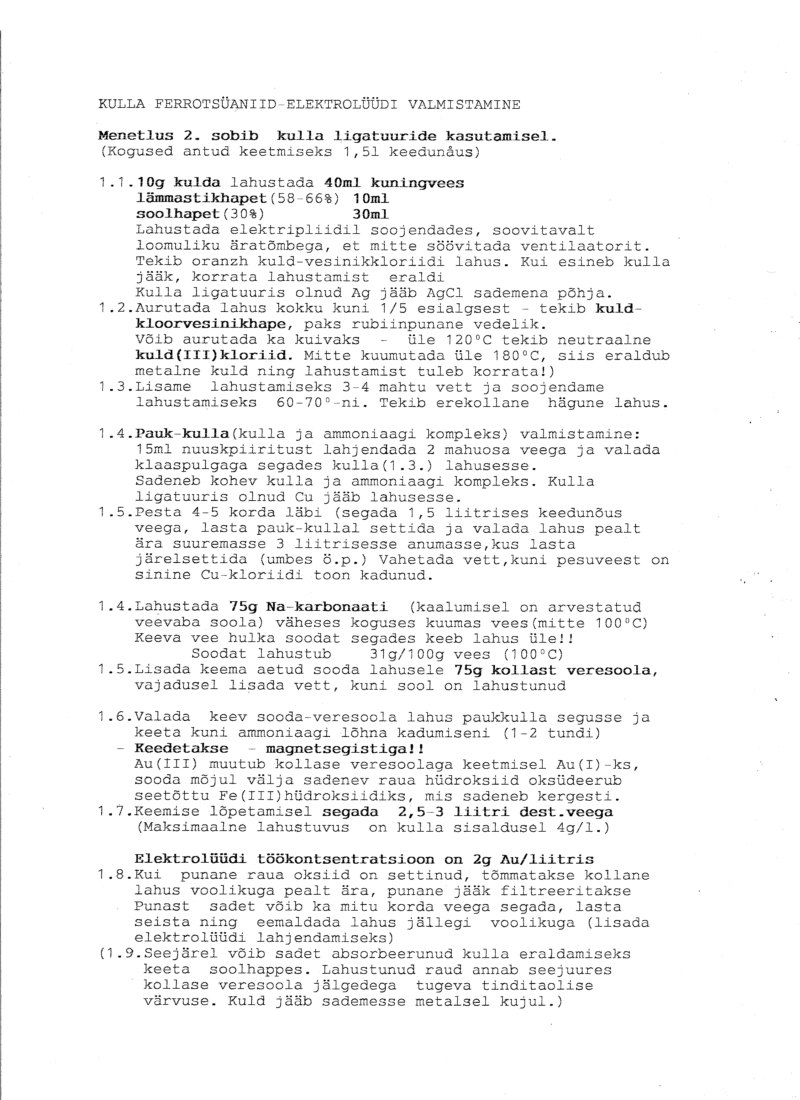
Kuldamise elektrolüüdi valmistamine ligatuurkullast (kokkuostumaterjal) |
 |